对接式热熔正四通_PE管件
作者 Admin
浏览
发布时间 16/02/05
对接式热熔正四通
对接PE管件执行标准 GB/T 13663.2-2005 给水用聚乙烯(PE)管道系统 第2部分:管件GB15558.2-2005 燃气用埋地聚乙烯(PE)管道系统_第2部分:管件对接PE管件焊接设备
对接PE管件焊接方法
热熔准备:用与热熔管材 , 管件尺寸相匹配的加热头装好热熔器,并接通电源加热。同时用色笔在管材热熔端所需长度划线。( 外径为 20-63MM 时采用手持式热熔器 , 外径为 63-110MM 时可采用台式热熔器 ) 热熔对接连接:一般外径90或110以上和聚乙烯管道采用此连接。 1.将需焊接的管材、管件固定在对接机上,按管材尺寸使用夹具,端面用铣刀刨光,使对接面光滑、平整、清洁、垂直。 2.调整管材、管件的高度,使需焊接的管材、管件端面尽量吻合,并接通电源预热加热板。 3.加热板自动升温至绿色指示灯亮,将需焊接的管材、管件合拢使端面加热,达到加热时间后,将管材、管件从加热板上分开,再将两加热端面合拢对接,使两端面对接处形成均匀的一圈凸缘,待冷却后即可。
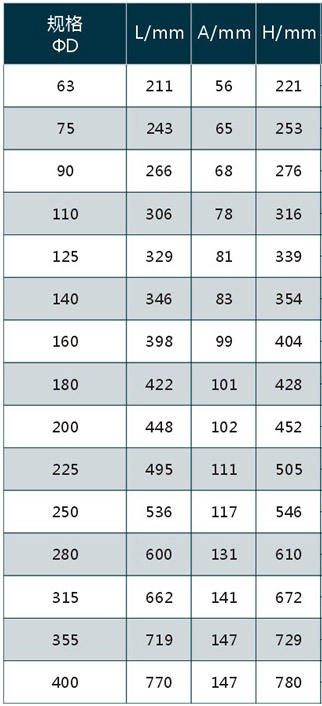
对接式热熔正四通规格
|