电熔等径三通_PE管件
作者 Admin
浏览
发布时间 16/02/05
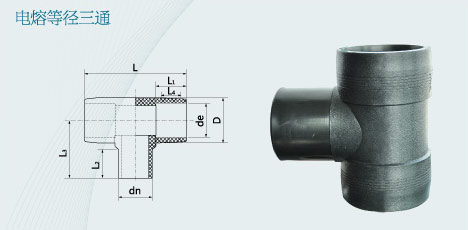
电熔等径三通
电熔等径三通规格
什么是电熔管件? 电熔管件是指可以通过电流所产生的温度而溶化达到连接的一种塑料(聚乙烯)管材配件。 施工配套工具 电熔焊机(符合ISO12176-2) 安装及使用步骤 1.垂直切割管材,把承插到电熔管件的管材位置用刮刀除去表面氧化层。 2.按照电熔管件的承插深度用记号笔在管材表面做好标识线。 3.将管材插入电熔管件直至标识线的深度,安装后管材的轴心线与电熔管件重合。 4.将管材与管件通过夹具进行固定,防止焊接过程中发生错位及松动。 注意事项 1.安装时电熔管件内壁及管材熔接区严禁有有机物及其他物质污染。 2.焊接管件时必须远离焊接管件,直至完成焊接冷却30S后方可靠近。 3.根据现场环境的温度及工作电压变化。在焊接时可适当补偿焊接时间。 4.根据电熔焊机的要求输入匹配的电源,在电源距离电熔焊机越远,则要求电源线线径越大,以免出现欠压影响焊接质量。 5.管道安装时,弯头、三通管件必须做好支墩加固或支架固定及适当做好管道补偿。 6.管材填埋必须在冻土层以下,管沟在安装及焊接时不能有水浸泡管道。 7.气温较低时,焊接电熔管件必须做好保温工作。 8.昼夜温差较大的环境下工作,必须采用扶正器及其他工具固定电熔管件两边的管材,以免受热胀冷缩影响焊接质量。 9.在冷却过程中,不能移动管材和管件。 |